400m3/d垃圾渗滤液处理系统设计 二维码
260
发表时间:2018-03-09 10:59来源:网络 400m3/d垃圾渗滤液处理系统设计1.1处理站规模处理站处理规模:400m3/d。 表1 工程设计进水水质
1.2垃圾渗滤液处理系统排放标准执行《生活垃圾填埋污染控制标准》(CB16889-1999)中的二级标准,其出水主要指标所允许的最高排放浓度如下: 表2 工程设计出水水质
1.3进水水质特点本项目的垃圾渗滤液主要来源于三个部分,即生活污水本身含有的和填埋过程中发生厌氧生物反应生成的水份;填埋区内的雨水汇集和浅层地表渗流水。影响生产量和成份的因素很多,主要包括垃圾成份,温度气候条件,年平均降雨及垃圾填埋库的水文地质条件。还有一个重要因素,即垃圾填埋龄的影响尤为明显。垃圾渗滤量成份复杂,含有许多有害的有机化合物和重金属。据对南方地区一批垃圾填埋场渗滤液的抽样测定,有机污染物多达一百多种,其中含有近20种难以生物降解的杂环类化合物和长链有机化合物。垃圾渗滤液有机物浓度和氨氮浓度均很高。COD为4000-20000mg/L,NH3-N为600-1400 mg/L,属于典型的难处理高浓度废水。而且随着季度性降雨量和气温的变化,水质水量变化幅度很大,总体水质情况随垃圾填埋龄的延长会发生质的变化。垃圾填埋场根据垃圾填埋年限分为:初期填埋场、成熟填埋场和老龄填埋场。三年以下为初期填埋场,COD和BOD浓度均很高,但可生化性较好,NH3-N浓度较低,相对来说,废水较好处理。三年至十年为成熟填埋场,COD和BOD浓度均显著下降,但B/C下降更为明显,可生化性很差,而NH3-N浓度则迅猛上升,此一时期的垃圾渗滤液极难处理。十年以上为老龄填埋场,此时COD、BOD、NH3-N浓度均下降到了一个较低的水平、污染程度显著减轻,但直接排放仍不能达标,且废水仍较难处理。
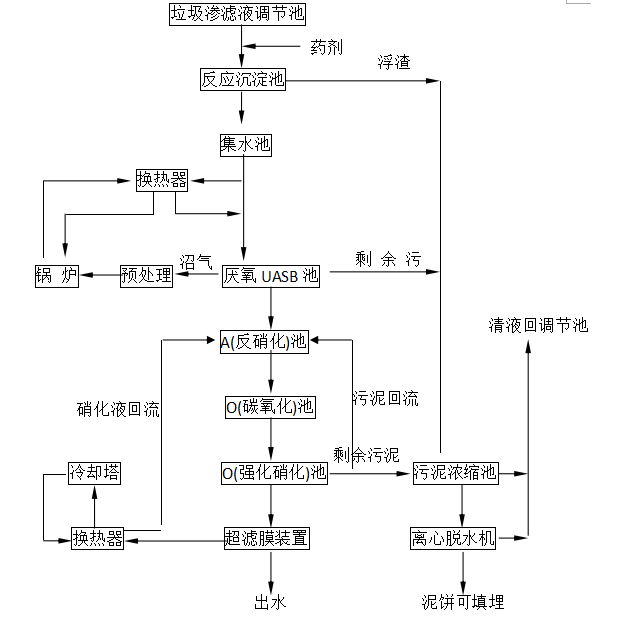
1.4处理站工艺流程方框图
1.5工艺流程简述渗滤液经渗滤液调节池自流进入处理站,首先进入反应沉淀池,在此与混凝系统投入的絮凝剂发生反应,实现固液分离。分离后出水自流进入集水池,用泵提升至厌氧UASB池,出水一次进入A/O/O-MBR池。A/O/O池充分实现在去除有机物的功能。出水加压后通过外置式超滤装置实现固液分离。达标后,排至新区污水处理厂。 渗滤液处理过程中产生的污泥包括:反应沉淀池的污泥和生化处理系统剩余污泥。污泥自流进入污泥浓缩池,经过程度浓缩后的污泥由螺杆泵提升,进入脱水机房进行离心脱水处理,脱水后的泥饼放入可移动的固定容器,送到统一地点集中,由业主统一处理。运至填埋场填埋。浓缩池上清液和脱水滤液回流至调节池。系统设有沼气收集和利用装置,厌氧UASB产生的沼气经预处理后进入锅炉焚烧,锅炉产生生的热水通过换热器加热废水,以确保厌氧单元在冬季低温时的稳定高效运行。 1.6工艺特点1)处理效果稳定可靠 本设计针对垃圾渗滤液中污染物的特点,采用不同工艺加以去处: 反应沉淀池去除悬浮物和胶体;降低进水负荷;提高进水的可生化性。 UASB常用于垃圾渗滤液好氧处理之前,可有效地降低COD负荷。 A/O/O-MBR工艺去除可生化的有机物和氨氮; 以上工艺在垃圾渗滤液处理中的有效性和稳定性均已得到验证,能确保处理出水达到排放标准的要求。 2)抗冲击负荷能力强 生化系统的池容较大,可使进水浓度和抑制性物质迅速得到稀释; MBR工艺保证了较高的生物量,使系统具备较强的抗冲击负荷能力; 自吸式螺旋曝气机采用变频控制,根据池内溶解氧自动调节曝气强度,以适应水量和浓度的变化。 3)将碳氧化和硝化过程分开进行、分别控制,保证不同菌群的最佳生态位 垃圾渗滤液的有机物含量较高,异养菌增殖速度快,硝化菌难以占优势。将碳氧化和硝化过程分别在不同区域进行,有助于在每个区域内创造出最适合微生物菌群生长繁殖的环境条件,充分利用各菌群的处理能力,发挥最高的处理效率。 4)强化了生物脱氮的设计 本项目进水氨氮比较高,要求系统具有较高的脱氮效率。本设计以生物脱氮作为设计的重点,对生化系统采取了如下强化措施: 将碳氧化和硝化分开,使硝化段的进水碳氮比更低,控制硝化段更高的D0水平,为硝化菌提供更有利的环境条件; 硝化段的氨氮负荷和反硝化段的反硝化速率均采用了较保守的设计值; 溶解氧是影响氨氮去除率的关键因素之一。本设计充分考虑了硝化对氧气的需求量,保证对氧气的充足供应。 5)自动化程度高 为了降低工人的劳动强度,提高自动化控制水平,本处理站采用PLC控制系统,中控室集中显示。 污水站的现场控制设备有泵、阀门、电机等执行设备,现场检测仪表有流量计、液位计、温度计、压力表、溶解氧、pH计等。调节池、中间水池的液位;进、出水的流量;COD、pH值等水质检测参数。
文章分类:
环保设备
声明:本文源自盛鑫华业环保设备整合整理,如本站文章和转稿涉及版权等问题,请作者在及时联系本站,我们会尽快处理。 |
|